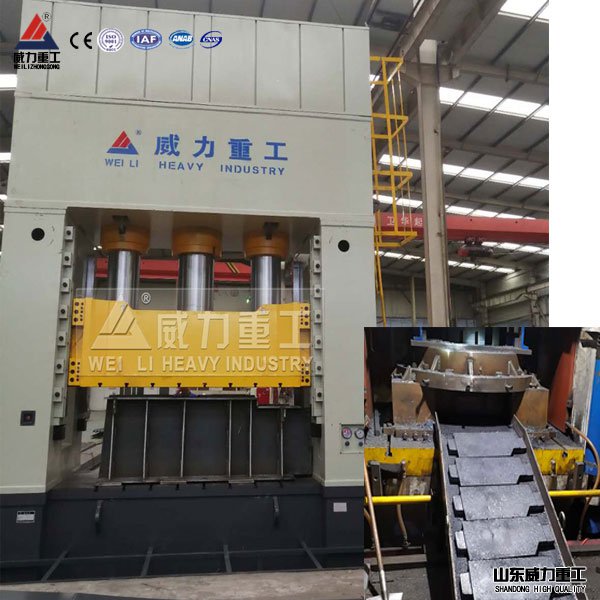
? 一般車門結構包括汽車車門內板(一般連接窗框)、汽車車門外板和車門加強板。汽車車門內外板作為汽車的重要零部件,生產加工要求較高。此客戶正是山(shan)東泰(tai)安汽(qi)車制(zhi)造企業定制(zhi)四臺液(ye)壓機(ji):2臺框(kuang)架式液(ye)������壓機(ji)帶液(ye)壓墊多頂桿(gan)做拉伸,2臺500噸四柱(zhu)液(ye)壓機(ji)用(yo������ng)來輔助(zhu)切(qie)邊沖孔。
 ?汽車所(suo)熟知的(de)由幾大(da)部(bu)分組成:機艙前地板(機艙和前地板合稱機艙前地板)、后地板、左右側圍、頂蓋、五門一蓋(4個車門加后背箱門加上機艙蓋)。很多種汽車配件都可以在液壓機和模具配合下完成加工生產,具體考慮模具安裝尺寸、模壓力、速度、頂出裝置及尺寸、開模方式、模板行程等。同時適用于汽車門板、�����汽車導流罩、汽車擋泥板、保險杠、駕駛室頂棚、汽車內飾等一系列壓制成型。
1、汽車車門制造生產原料 汽車車門材料,隨著不同車輛定位及價位的不同,選用不同材質。一般為:熱/�������冷軋鋼板、表面處理鋼板、不銹鋼板、高強度鋼板等。一般外鈑金材料厚度在0.7。內鈑金厚度不一樣,有的厚有的薄,具體視車型而定。&�����nbsp;
?汽車所(suo)熟知的(de)由幾大(da)部(bu)分組成:機艙前地板(機艙和前地板合稱機艙前地板)、后地板、左右側圍、頂蓋、五門一蓋(4個車門加后背箱門加上機艙蓋)。很多種汽車配件都可以在液壓機和模具配合下完成加工生產,具體考慮模具安裝尺寸、模壓力、速度、頂出裝置及尺寸、開模方式、模板行程等。同時適用于汽車門板、�����汽車導流罩、汽車擋泥板、保險杠、駕駛室頂棚、汽車內飾等一系列壓制成型。
1、汽車車門制造生產原料 汽車車門材料,隨著不同車輛定位及價位的不同,選用不同材質。一般為:熱/�������冷軋鋼板、表面處理鋼板、不銹鋼板、高強度鋼板等。一般外鈑金材料厚度在0.7。內鈑金厚度不一樣,有的厚有的薄,具體視車型而定。&�����nbsp;
 2、汽(qi)車車門制(zhi)造車門外(wai)板 車門外板為鈑金件,材料厚度在0.7mm,通過汽車成型模具,做成型處理。車門外板就制作完成了������。開始下道工序,去除邊角料。車門外板制作完成,并對表面進行檢查,確保質量合格。
3、汽車車門制造車門內板 外板的焊接:鈑金件與車窗進行焊接,將提前沖壓好的鈑金件,與窗框定位在焊接夾具上。將防撞梁及加強筋進行固定,后將焊接好的車門內板一起����������固定,進行焊接。
4、汽車車門制造內外板粘合 首先涂膠,事先沖壓好的汽車外板內部邊緣進行涂膠,然后對車門中間進行涂膠,涂膠完成后,機械手將內外板連接在一起����。 最后一步就是將內外板壓緊。車門內外板壓緊完成,車門的鈑金件就這樣制作完成了。汽車車門的制作是一個復雜的過程,好多裝配件包括:玻璃、膠條、把手、內飾板等等。
2、汽(qi)車車門制(zhi)造車門外(wai)板 車門外板為鈑金件,材料厚度在0.7mm,通過汽車成型模具,做成型處理。車門外板就制作完成了������。開始下道工序,去除邊角料。車門外板制作完成,并對表面進行檢查,確保質量合格。
3、汽車車門制造車門內板 外板的焊接:鈑金件與車窗進行焊接,將提前沖壓好的鈑金件,與窗框定位在焊接夾具上。將防撞梁及加強筋進行固定,后將焊接好的車門內板一起����������固定,進行焊接。
4、汽車車門制造內外板粘合 首先涂膠,事先沖壓好的汽車外板內部邊緣進行涂膠,然后對車門中間進行涂膠,涂膠完成后,機械手將內外板連接在一起����。 最后一步就是將內外板壓緊。車門內外板壓緊完成,車門的鈑金件就這樣制作完成了。汽車車門的制作是一個復雜的過程,好多裝配件包括:玻璃、膠條、把手、內飾板等等。
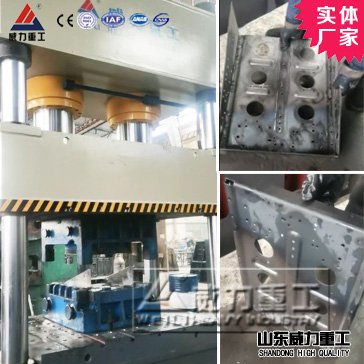
 ?500噸門板(ban)切邊沖孔四柱液壓機設計工作臺面是1800x1250,兩側加配緩沖缸緩沖裝置。根據客戶工藝需求,還可以用于汽車配件覆蓋件沖壓成型、玻璃鋼復合材料熱模壓成型等。該設備還適用于可塑性材料的壓制,如沖(chong)(chong)�������裁(cai)、彎曲、翻邊、薄(bo)板拉(la)伸等,也(ye)可以從事校正、壓裝(zhuang)、砂輪������成型、冷擠(ji)壓金屬零(ling)件(jian)成型,塑料制(zhi)品及粉末(mo)制(zhi)品的壓制(zhi)成型工藝,配上沖(chong)(chong)裁(cai)緩沖(chong)(chong)裝(zhuang)置后可用于沖(chong)(chong)孔、落料加工。以下是客戶現場圖:
?500噸門板(ban)切邊沖孔四柱液壓機設計工作臺面是1800x1250,兩側加配緩沖缸緩沖裝置。根據客戶工藝需求,還可以用于汽車配件覆蓋件沖壓成型、玻璃鋼復合材料熱模壓成型等。該設備還適用于可塑性材料的壓制,如沖(chong)(chong)�������裁(cai)、彎曲、翻邊、薄(bo)板拉(la)伸等,也(ye)可以從事校正、壓裝(zhuang)、砂輪������成型、冷擠(ji)壓金屬零(ling)件(jian)成型,塑料制(zhi)品及粉末(mo)制(zhi)品的壓制(zhi)成型工藝,配上沖(chong)(chong)裁(cai)緩沖(chong)(chong)裝(zhuang)置后可用于沖(chong)(chong)孔、落料加工。以下是客戶現場圖:
?山東威力(li)重工生產500噸四柱液(ye)壓��������(ya)機采用雙缸結構(gou)設計,型號YW32-500T,性能特(te)點:
1、計��������(ji)算機優化結(jie)構(gou)設計(ji),四柱式結(jie)構(gou)簡單、經濟實用(yong)。
2、液(ye)壓控(k������ong)制采(cai)用(yong)插裝閥集成系統,沖擊小、動作可靠,使用(yong)壽命長,泄露點少。
3、新型油缸(gang)密封元件,可靠性強,壽命(ming)長。
4、拉伸(shen)、壓邊滑塊可連成一體,實(shi)現單(dan)動工(gong)藝動作。
5、導軌自動(dong)潤滑裝置。
6、機電一體化(hua)安(an)全(quan)裝置。如:油缸下(xia)腔支撐回(hui)路(lu������)、油缸上下(xia)腔互鎖(suo)回(hui)路(lu)等(deng),安(an)全(quan)性優越。
7、電氣系統采用PLC控制。
8、可實(shi)現定壓、定程兩種成(cheng)型工藝,具備保�����(bao)壓延時(shi)功能,延時(shi)時(������shi)間可調。
9、工作(zuo)壓力、行程可(ke)在規(gui)定范圍(wei)內(nei)按工藝要求調節,操(c������ao)作(zuo)簡(jian)便(bian)。拉(la)伸(shen),壓邊滑塊可(ke)通過(guo)定位銷聯(lian)為(wei)一體,實(shi)現單(dan)動(dong)工藝動(dong)作(zuo);機,電,液一體化安(�����an)全裝置,如(ru)油缸下腔(qiang)支(zhi)承回(hui)路(lu),油缸上下腔(qiang)互(hu)鎖回(hui)路(lu)等(deng)安(an)全性優(you)越。

|
項目 |
單位 |
YW32-500T |
|
公稱力 |
KN |
5000(雙缸) |
|
緩沖缸壓力 |
KN |
1250X2個 |
|
液體最大工作壓力 |
Mpa |
25 |
|
油缸最大行程 |
mm |
800 |
|
緩沖缸行程 |
mm |
100 |
|
緩沖可調行程 |
mm |
100 |
|
開口高度 |
mm |
1250 |
|
最小閉合高度 |
mm |
450 |
工作臺面
尺寸 |
左右(柱內) |
mm |
1800 |
|
|
前后(邊緣) |
mm |
1250 |
|
工作臺厚度 |
mm |
85 |
|
快進速度 |
Mm/s |
150-200 |
|
工進速度 |
Mm/s |
10-20 |
|
回程速度 |
Mm/s |
150-200 |
|
電機功率 |
kw |
22*2 |
|
機器外形尺寸 |
mm |
2400X1250X4500 |
|
泵站外形尺寸 |
mm |
1200X1500 |

 液壓控制系統:
液(ye)(ye)壓控(kong)制采用插裝閥������集(ji)成系統,動作可(ke)靠,使(shi)用壽命(ming)長,液(ye)(ye)壓沖(chong)擊(ji)小(xiao),減少(shao)了連(lian)接��������(jie)管路與泄漏點。成型時,浮(fu)動(dong)模(mo)板(ban)反(fan)向(xiang)支(zhi)撐(cheng)力可(ke)控。可(ke)完(wan)成浮(fu)動(dong)壓(ya)制(zhi)(zhi)(zhi),實現下(xia)拉(la)式或(huo)頂出式脫模(mo)等工(gong)藝動(dong)作。電氣控制(zhi)(zhi)(zhi)系(xi)統動(dong)作可(ke)靠,直觀,維修方便。經(jing)濟型粉末制(zhi)(zhi)(zhi)品(pin)成型設備,具有“手工(gong)加料,浮(fu)動(dong)壓(ya)制(zhi)(zhi)(zhi),拉(la)下(xia)脫模(mo)”的功能,機器由PC控制(zhi)(zhi)(zhi),其(qi)壓(ya)制(zhi)(zhi)(zhi)力、壓�������(ya)制(zhi)(zhi)(zhi)行(xing)程均可(ke)根據工(gong)藝需要進行(xing)調整,并能完(wan)成定壓(ya)和定程兩種(zhong)工(gong)藝要求。機器(qi)主機采用三梁四柱(zhu)式(shi)結構,具有操作簡便、工作�������可靠,并可根(gen)據具體成型工藝要求增(zeng)加相應(ying)的輔(fu������)助裝置,以適應(ying)較為復雜零(ling)件的生產。 &nbs����p; &nbs��������p; �����;
液壓控制系統:
液(ye)(ye)壓控(kong)制采用插裝閥������集(ji)成系統,動作可(ke)靠,使(shi)用壽命(ming)長,液(ye)(ye)壓沖(chong)擊(ji)小(xiao),減少(shao)了連(lian)接��������(jie)管路與泄漏點。成型時,浮(fu)動(dong)模(mo)板(ban)反(fan)向(xiang)支(zhi)撐(cheng)力可(ke)控。可(ke)完(wan)成浮(fu)動(dong)壓(ya)制(zhi)(zhi)(zhi),實現下(xia)拉(la)式或(huo)頂出式脫模(mo)等工(gong)藝動(dong)作。電氣控制(zhi)(zhi)(zhi)系(xi)統動(dong)作可(ke)靠,直觀,維修方便。經(jing)濟型粉末制(zhi)(zhi)(zhi)品(pin)成型設備,具有“手工(gong)加料,浮(fu)動(dong)壓(ya)制(zhi)(zhi)(zhi),拉(la)下(xia)脫模(mo)”的功能,機器由PC控制(zhi)(zhi)(zhi),其(qi)壓(ya)制(zhi)(zhi)(zhi)力、壓�������(ya)制(zhi)(zhi)(zhi)行(xing)程均可(ke)根據工(gong)藝需要進行(xing)調整,并能完(wan)成定壓(ya)和定程兩種(zhong)工(gong)藝要求。機器(qi)主機采用三梁四柱(zhu)式(shi)結構,具有操作簡便、工作�������可靠,并可根(gen)據具體成型工藝要求增(zeng)加相應(ying)的輔(fu������)助裝置,以適應(ying)較為復雜零(ling)件的生產。 &nbs����p; &nbs��������p; �����;
電氣(qi)控制系統:
1、獨立(li)的電氣柜,內(nei)裝空氣開(kai)關、繼�������電器(qi)(qi)等(d�����eng)電器(qi)(qi)控(kong)制系統(tong)。
2、液壓機的各種報警信號,限位(wei)開關與壓機動作實現程(cheng)序(xu)聯鎖。
3、設(she)有集���������中控(kong)制面板(ban)(ban),面板(ban)(ban)上布置(zhi)有必要的操作按(an)鈕和(he)選擇開關。
操作方式(shi):
1、壓機設有點動和半(ban)自動操作方式。
2、行程有行程控制裝置調整(zheng)。
3、操作(zuo)臺上的按鈕(niu)除(chu)完成壓機全部動作(zuo)外,還應有"雙手(shou)壓制(zhi)"、"回程、"停(ting)止"�������;、"急停(t����ing)"等按鈕(niu)。
安全保護(hu):
1、設置急停按鈕,按下急停按鈕,壓(ya)機立即停止。
2、行程(cheng)在上(shang)、下限位處均設有限位開(kai)關。
3、在(zai)活塞式油(you)缸(gang)(gang)下腔設置(zhi)液壓支(zhi)撐(cheng)保(bao)險(xian)閥回(hui)路,確保(bao)安全。同時(sh���i)設置(zhi)液壓聯鎖回(hui)路,確保(bao)支(zhi)撐(cheng)保(bao)險(xian)閥不打開時(shi),主缸(gang)(gang)上腔無(wu)法輸出壓力。
設備工(gong)作環境:
1、電源:三相380v 50HZ2、工作(zuo)環境溫度:0~40℃